Вход
Регистрация
Оборудование для розлива и укупорки
Моноблок розлива QGF-300

Цена:
900 000 ₽
в наличии
Цены в категории: 28 000 ₽ — 5 500 000 ₽
Казань — На сайте с 13 сен 2019
- Телефон: +7 (800) 707-80-44
- Адрес компании: г. Казань, ул. Халитова 2
- Доставка, самовывоз: Казань
- Пожаловаться
Описание
Наличными, Безналичный расчётКурьером, Самовывоз, Транспортной компанией
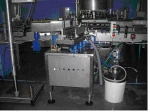
Моноблок розлива чистой воды QGF-300 предназначен для автоматической дезинфекции, ополаскивания, розлива и укупоривания бутылей объёмом от 10л до 25 л. Моноблок изготовлен из нержавеющей стали с применением комплектующих ведущих мировых производителей. Все операции происходят внутри изолированного корпуса и выполняются в пять стадий. Баки для дезинфицирующего раствора и оборотной воды расположены внутри машины. Они обеспечивают поддержание заданной температуры и движение жидкостей по замкнутому кругу. Для автоматизации работы линии в комплект моноблока розлива может быть включена автоматическая система загрузки бутылей (устанавливается по согласованию). Данная система предназначена для загрузки в нее и циклического перемещения бутылей в зону санитарной обработки, в зону промывки и зону окончательного ополаскивания, передача бутылей системе установке их в зоне розлива. Система транспортировки бутылей работает следующим образом: при рабочем ходе пневматический цилиндр штоком перемещает зубчатую рейку, которая закручивает ведущее колесо цепного конвейера и перемещает его на величину хода штока пневматического цилиндра. Моноблок розлива модели QGF-300 обслуживается одним оператором Функциональная схема моноблока QGF-300 Комплект поставки: · Блок дезинфекции и ополаскивания; · Блок розлива и укупорки; · Ориентатор пробки Описание работы: Все операции происходят автоматически внутри изолированного корпуса и выполняются в пять стадий. 2 бутыли одновременно попадают в моноблок автоматически, при этом они самостоятельно соскальзывают вниз и устанавливаются в спутник конвейера. Конвейер останавливает бутыли над каждой форсункой для последовательной их обработки, которая происходит в несколько этапов. 1 этап. Мойка внутренней поверхности бутылей с применением подогретого дезраствора происходит поочередно на двух позициях конвейера. В баке 1 установлен ТЭН для подогрева раствора до нужной температуры. Раствор на форсунки подается насосом М1, стекает из бутылей в сборный поддон 3 и возвращается в нагревательный бак. 2 этап. Ополаскивание бутылей от дезраствора изнутри и снаружи оборотной водой происходит на одной позиции конвейера внутри бутылей форсункой и одновременно снаружи – кольцеобразным распылителем сверху. Вода на форсунки подается насосом М2, стекает из бутылей в сборный поддон 4 и возвращается в бак 2. 3 этап. Окончательное ополаскивание бутылей внутри осуществляется разливаемым продуктом с помощью одной форсунки на одной позиции конвейера. Отбор воды происходит от насоса М3, наливающего бутыль продуктом, через электромагнитный клапан. Затем вода из сборного поддона 5 переливается в бак 2 оборотной воды предыдущего этапа. На следующей позиции конвейера бутыли освобождаются от остатков воды. В конце конвейера спутник, переворачиваясь, выбрасывает бутыли в лоток розлива, который подает их под наливной клапан 6 пневмоцилиндром. Далее пневмоцилиндр опускает наливные клапана и происходит налив водой бутылей насосом М3 за время, заданное в контроллере. Коррекция времени налива доступна оператору с дискретностью 0,1 секунды для подстройки под конкретные условия налива. Налитую бутыль пневмоцилиндр с помощью вилки перемещает под укупор; бутыль, перемещаясь, снимает на себя со склиза пробку. Затем опускается головка укупора и напрессовывает пробку на горло бутыли. Следующим ходом вилки укупоренная бутыль выталкивается на транспортер. Пробка засыпается в ориентатор вручную. Время работы ориентатора совпадает с временем налива бутыли. Из ориентатора сориентированная пробка по каналу перемещается в склиз.
Отзывы
Также ищут:
- 14 сен
- 138




Оборудование для розлива и укупорки
Полуавтоматическая розливочная машина «XRB-16» XRB-16
Цену уточняйте




Упаковочное оборудование
Напольный вакуум-упаковочный аппарат HVC-510F/2A (DZ-500/2E) (нерж.)
1 600 ₽


-
Оборудование 421
-
Упаковочное, фасовочное оборудование 421
- Дозаторы фасовочные 2
- Дозирующее оборудование 28
- Другое упаковочное, фасовочное оборудование 7
- Закаточное и консервное оборудование 3
- Запаечное оборудование 95
- Запчасти и комплектующие для фасовочного и упаковочного оборудования 9
- Зашивочное оборудование 11
- Инструменты для упаковки 21
- Оборудование для розлива и укупорки 79
- Паллетоупаковочное оборудование 3
- Прессы пакетировочные 11
- Стреппинг оборудование 13
- Термоупаковочное оборудование 41
- Упаковочное оборудование 48
- Фасовочное оборудование 48
- Формовочное оборудование 2
-
Упаковочное, фасовочное оборудование 421

Моноблок розлива QGF-300