Вход
Регистрация
Другие электронные компоненты
Программы Автоматизации Процессов
Цена:
цену уточняйте
в наличии
Цены в категории: 2 ₽ — 812 000 ₽
Москва — На сайте с 25 фев 2017
- Телефон: +9 (0312) 256 91 11-12
- Доставка, самовывоз: Москва
- Пожаловаться
Описание
Общие Сведения Предоставляемой Нами Системы Автоматизации:
Система автоматизации должна способствовать минимальному применению рабочей силы, тоесть повышению производительности и качества. Должна показать эксплуатационные качества планового производства путем применения правильных данных в нужный периуд. Должна уловить действующую технологию при минимальной сибестоимости.
Это возможно только с помощью структуры которая состоит из; системы универсального контрольного узла PLC который может контролировать каждую точку системы эксплуатации, системы SCADA которая работает вместе с данным контрольным узлом и дает возможность сбора, оценки, отчета данных и владеет функцей подготовки рецептур, принтерных и дисплейных узлов которые предоставляют для применения пользователю ранее приготовленные отчеты и возможные поломки, а также терминалы которые придают возможность наблюдения других узлов предприятия и системы производства.
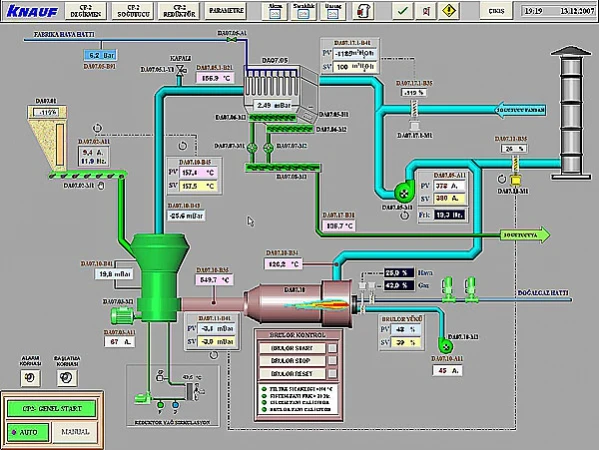
Применение Автоматизации в промышленных процессах:
Заводы порошковых материалов– Сушка – Автоматизация Систем Сгорания и Варки :
Можно прослеживать и наблюдать все температурные данные системы
Можно прослеживать и наблюдать все данные по давлению
Структура позволяющая контроль PID с помощью параметров Определения Оператором (Температура и Дваление)
Параметры сигналов безопасности и безопасных остановок можно регулировать оператором
Подача материалов в систему осуществляется оператором под контролем PID
Все данные процесса, заданные величины системы, данные по сигнализацие и безопасности можно сохранять в формате График Тренд и получать отчеты прошедшего времени
Сильная структура базы данных для выдачи отчетов по рабочему процессу, по сигнализации и выводов тренда
Автоматизация заводов по производству сухих строительных смесей и дозировочных установок
Автоматизация производства на рецептурном основание
Для точного взвещивания и контроля – модули электронного взвешивания SIWAREX
Контроль оператором для постоянной или прерывной работы
Возможность ознакомления рецептуры с системой с помощью графических промежуточных отделов на меню
База данных рецептуры производства которая дает возможность групировать продукции на определенные категории
Возможность сохранения в базе данных производства количество материалов поступающих из силосов и сроки, общее количество на весах, погрешности и количества ошибок
Отчеты производства
Сильная структура базы данных для выдачи отчетов по производству, по сигнализации и выводов тренда
Автоматизация Фасовочного Оборудования :
Центральный контрольный узел :
Контрольный Щит со степенью защиты IP-54, из листовой стали DKP, покрашен краской RAL 7032
Под контролем PLC (Серия Siemens S7-300)
Возможность программирования с помощью операторской панели серии Siemens-OP77A
Высоко чуствительный процессор преоброзователь сигналов тензодатчиков (Серия Siemens-SIWAREX)
Ключ on-off для каждого узла по отдельности
Кнопка аварийной остановки для безопасных остановок
Все соединения осуществляется с помощью муфт индустриального типа
Компоненты оборудования
Для каждого отдела по отдельности, щит двигателя и клапана со степенью защиты IP-54
Тензодатчики марки REVERE, тип SHB, категории Class-C3, по 100 кг
Для каждого отдела по отдельности Панель Дисплея, для наблюдения количества заполнения (IP-54)
Начало заполнения с кнопкой Start-Stop, а также с предельным выключателем
Все соединения осуществляется с помощью муфт индустриального типа
Датчик давления для контроля воздушного давления
Датчик уровня бункера для контроля уровня загрузки бункера
Производственные характеристики :
Возможность фасовки в мешки по 25 – 50 кг
Точность заполнения до 0,5%
Мощьность заполнения и фасовки между 6-10 тон (на каждый узел)
Приостановка эксплуатации при понижение давления воздуха системы ниже 5 атмосфер
Приостановка заполнения/фасовки при понижении уровня фасовочного бункера ниже определенной величины
Регулируемые Параметры :
Количество заполнения / фасовки
Определение величины on-off клапана для быстрого или медленного заполнения
Определение величины on-off воздуха заполнения
Определение величины приостановки работы двигателя для точной регулировки окончания заполнения
Регулировка сроков движения седла и толкателя мешков для точной регулировки окончания заполнения
Автоматизация Весовых Ленточных Конвейеров :
Центральный контрольный узел :
Контрольный Щит со степенью защиты IP-54, из листовой стали DKP, покрашен краской RAL 7032
Под контролем PLC (Серия Siemens S7-300)
Возможность программирования и калибрации с помощью операторской панели серии Siemens-OP77A
Высоко чуствительный процессор преоброзователь сигналов тензодатчиков (Серия Siemens-SIWAREX U), процессор Encoder (FM-350)
Тензодатчики марки REVERE, тип SHB, категории Class-C3, по 100 кг
Для измерения количества оборотов SICK – Rotary Encoder
Производственные характеристики :
Можно применять на каждом типе ленточного конвейера
Програмное обеспечение для уменьшения вибрации
Постоянный мониторинг для наблюдения скорости ленты, количества взвешивания и потока
Два выхода Аналог Output для контроля Центальной Системы Автоматизации
Счетчик под шифровым контролем и с возможность аннулирования
Производитель Epromak
Отзывы
Также ищут:
- 26 ноя
- 139











-
Электроника и электротехника 18953
-
Электронные компоненты 18953
- Акустические компоненты 115
- Выпрямители 31
- Диодные мосты 851
- Диоды 2350
- Дроссели 661
- Другие электронные компоненты 10556
- Индукторы 34
- Комплектующие и материалы для электроники 87
- Конденсаторы 603
- Лампы электронные 98
- Микросхемы 261
- Модули передачи данных 77
- Оптоэлектроника 44
- Осцилляторы 58
- Охладители силовых приборов 14
- Печатные платы 46
- Программаторы микросхем 37
- Программируемые контроллеры 1135
- Резисторы 431
- Резонаторы 78
- СВЧ компоненты 17
- Тиристоры 1244
- Транзисторы 125
-
Электронные компоненты 18953

Программы Автоматизации Процессов